Werkzeuge, Bestandteile und Vorrichtunge für den Gitarrenbau

-
Werkzeuge - Vorrichtungen
-
Werkzeuge
- Bundier-Ausstattung
- Zangen
- Schleifklötze
- Bürsten
- Feilen
- Fräser
- Fräs-Schablonen
- Schablonen / Lineale
- Mensurschablonen - Fret Scale Templates
- Zwingen-Klemmen
- Messer&Schnitzer
- Meßwerkzeuge
- Werkzeug Sets
- Reibahlen
- Schlüssel, Einstellwerkzeug
- Bohrvorrichtungen
- Sägen
- Bohrer
- Ziehklingen
- Biegeeisen
- Sonstige Werkzeuge
- Bundierhammer
- Bundierpressen
- Griffbrettschützer
- Schneiden, biegen, nibbeln
- ... Mehr
- Vorrichtungen
-
Werkzeuge
-
(Bestand-)Teile
- Bodies / Hälse
- Mechaniken
-
Hardware / Teile
- Halsstäbe
- Carbon Halsstäbe
- Halsstabmuttern
- Halsstab_Beilagscheiben
- Bridge Pins
- End Pins
- Stege & Saitenhalter E-gitarre
- Stege & Saitenhalter
- Abdeckungen
- Schlagschutz / Pickguards
- Gurtknöpfe / Security Locks
- Brückenzubehör / Ersatzteile
- Schrauben,Muttern,Scheiben
- Halsbefestigung
- Saitenbuchsen
- Buchsenbleche
- Kontrollplatten
- Saiten Niederhalter
- Knöpfe
- Relic Parts
- ... Mehr
- Sättel und Stege (Knochen etc)
- Bunddraht - Bundstäbe
- Pickups + Elektronik
- Material + Hilfsstoffe
- Unterlagen & Wissen
- Gitarrenbau Anleitungen
Shop Startseite Gitarrenbau Anleitungen Werkzeuge Präszisions Bundsäge
Bundsäge mit digitalem Maßstab
Hier gebe ich etwas Basiswissen zum Thema Bünde sägen und zeige eine von mir entworfene und gebaute Säge zum einsägen der Bundstäbchen in das Griffbrett
Zum Einsägen von Schlitzen in das Griffbrettholz gibt es zahlreiche Methoden. Zum einen unterscheidet man die "Hammermethode" von der "Einklebemethode". Beim Einhämmern sind die eingesägten Schlitze um einige Hundertstel grösser als der Bunddrahtfuss und man nutzt die kleinen Widerhaken des Bunddrahtes um sicheren Sitz des Bundstäbchens zu gewährleisten. Bei der Einklebemethode (sie wird (je nach angehörendem Glauben) bei der Reparatur eingesetzt) sägt man die Schlitze für die Bundstäbchen so gross, dass der Bunddrahtfuss leicht einfällt aber nicht seitlich wackeln kann. Die Festigkeit bekommt man durch das Einkleben der Stäbchen mit Epoxi (iiih, also je nach Glaben). Grundsätzlich hat man drei Parameter, die einen guten Schlitz beeinflussen:
- genaue Position
- Schlitzbreite
- Schlitztiefe
Je nach verwendeter Mensur änden sich die Positionen auf dem Griffbrett. Da die alten Meister damals mit einfachen Sägen, Zirkeln und Linealen gearbeitet haben und man bekam wohlklingende Töne aus diesen Instrumenten, meine ich, dass eine Genauigkeit von ±0,075mm je Bundstab (absolut) den heutigen Anforderungen entspricht und vollkommend ausreichend ist.
Die Schlitzbreite richtet sich natürlich nach dem verwendeten Bunddraht. Man misst mit einer Schieblehre einfach den Drahtfuss ohne Widerhaken und kommt etwa bei 0.6mm heraus. Eine Breite von 0,65mm würde ich hier benutzen. Je nach Sägeblatt und Feingefühl kommt bei einer Sägeblattstärke von 0,5 auch mal 0,65 heraus. Man soll unbedingt Versuche dazu machen. Lässt sich der Draht mit dem Fingenagel leicht heraushebeln ist der Schlitz zu breit, muss man beim Einklopfen schon stark zuhauen, wird das hinterher ein ganz arg nach hinten gebogener Hals, da jeder eingeschlagene Draht wie ein Keil den Hals unter Spannung setzt. Mit einer einfachen Fühlerlehre kann man dann die Schlitzbreite messen und entsprechend die Sägeblattstärke variieren.
Die ideale Schlitztiefe ist dann erreicht, wenn der Drahtfuss nach dem einsetzen gerade nicht den Schlitzgrund berührt. Da die meisten modernen Stahlsaiten-Gitarren heutzutage gewölbte Griffbretter haben, ist es mit der gleichmässigen Tiefe bei den meisten Herstellern fertigungsbedingt eh nicht weit her. Man sägt nämlich in einem Satz gerade durch das Holz, hat an den äussersten Griffbrettseiten also die ideale Tiefe und an der Mitte der Wölbung einen Luftspalt von bis zu 1,5mm. Dies hat zur Folge, dass man zum einen Sustain verliert und zum anderen Steifigkeit des Halses.
Es gibt auch verschiedene Einsägetechniken . Wenn jemand nur immer eine Mensurlänge baut, eignet sich hervorragend eine motorisch angetriebene Welle auf der in den richtigen Abständen etwa Ø100mm grosse Kreissägeblätter in der richtigen stärke aufgereiht sind. Auf einem Schiebeschlitten fährt man das Griffbrett auf einmal über alle Sägeblätter - fertig. Eine andere Methode ist die mit der Kreissäge: man sägt jeden Schlitz einzeln indem man auf die Oberseite des Griffbrettes eine Schablone aus Plexiglas befestigt in deren Aussparungen ein kleiner Stift passt. nach jedem Schlitz versetzt man einfach die Schablone (kaufbar beim Spezialversand). Eine Handmethode ist die auf der Handsägevorrichtung (Gehrungssäge). Wieder über eine Schablone und Stift geführt versetzt man das Griffbrett nach jedem Schlitz nur, dass man den Schlitz mit einer Feinsäge von Hand einsägt. Meine Methode ist eine Art Kombination, es bewegt sich nicht das Holz, sondern die Säge wird seitlich verschoben. Über einige Zeit habe ich die Vorrichtung auch weiterentwickelt. Beide Varianten arbeiten hervorragend, bei der ersten muss man halt von Hand sägen, bei der unten beschriebenen hat sich am prizipiellen Aufbau nichts geändert, nur dass ich einen Motor angebaut habe und die Feineinstellung wesentlich einfacher ist.
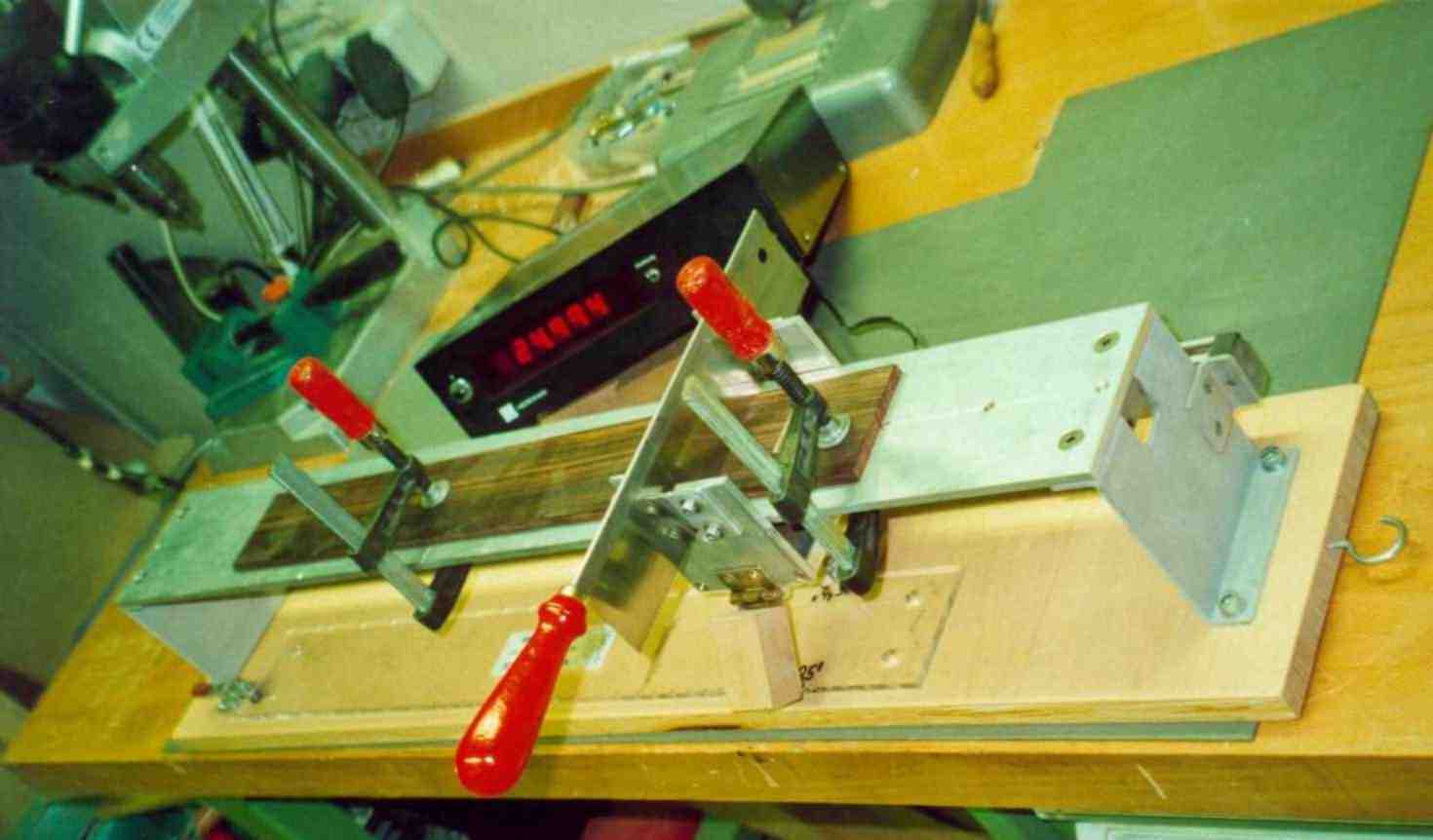
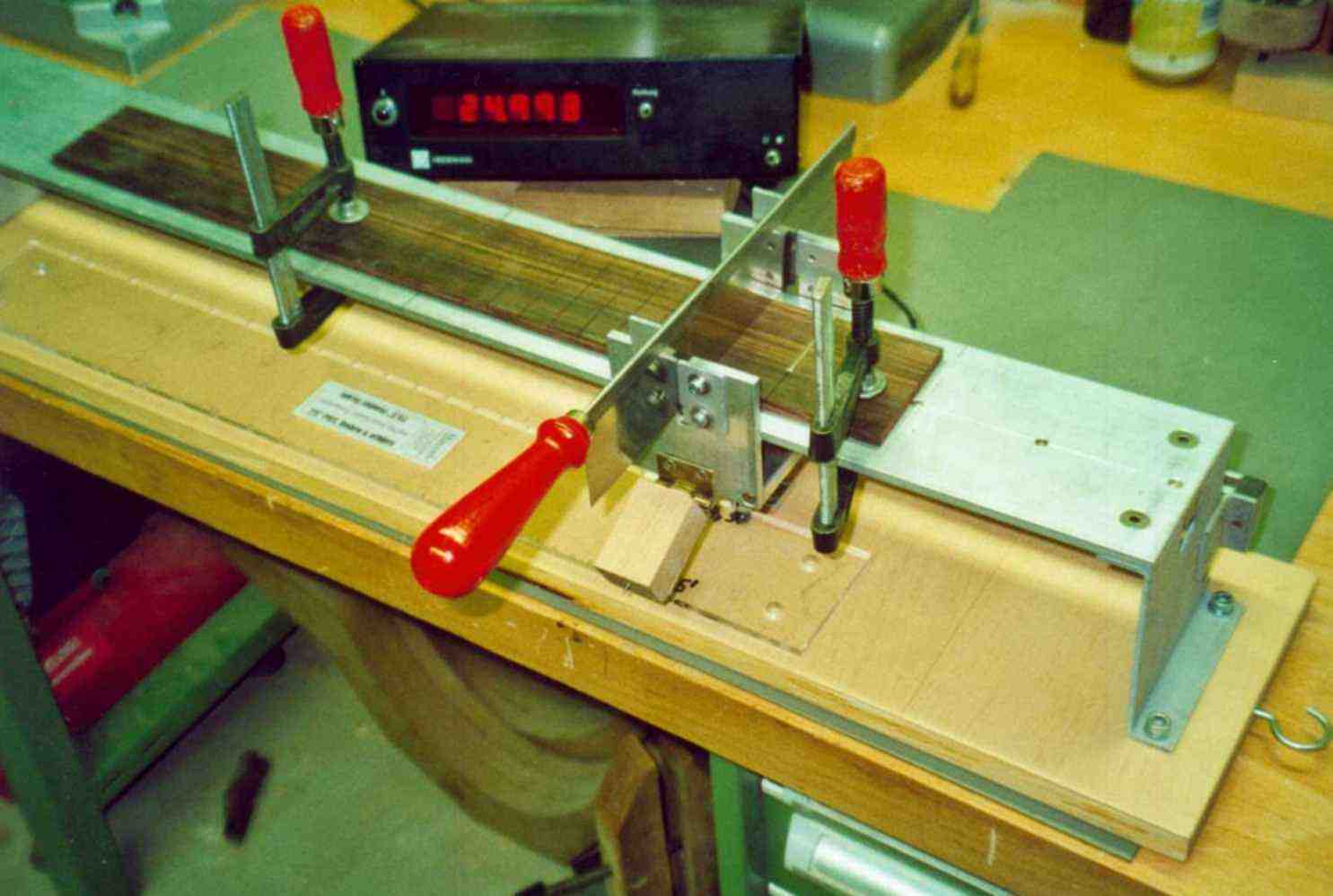
Aufbau I:
Holzgrundplatte, Linearachse auf der Unterseite. An dem Führungswagen ist die Sägeführung angebracht (Seitlich und in der Höhe). Der Führungswagen hat eine Verbindung an einen stationären Digitalmassstab aus einer Werkzeugbearbeitungsmaschine. Über ein Auslesegerät kann ich jede beliebige Position bestimmen und anfahren. Ich habe mir eine Tabelle für die gebräuchlichsten Mensuren gemacht und stelle den Führungswagen an die Position und klemme mit einer Flügelmutter von unten den Wagen. Schneller geht es, wenn ich eine Plexiglass Schablone verwende. Diese klemme ich auf die Holzgrundplatte und über einen schwenkbaren Holzklotz mit passendem Stift fahre ich die benötigten Positionen an.
 |
 |
 |
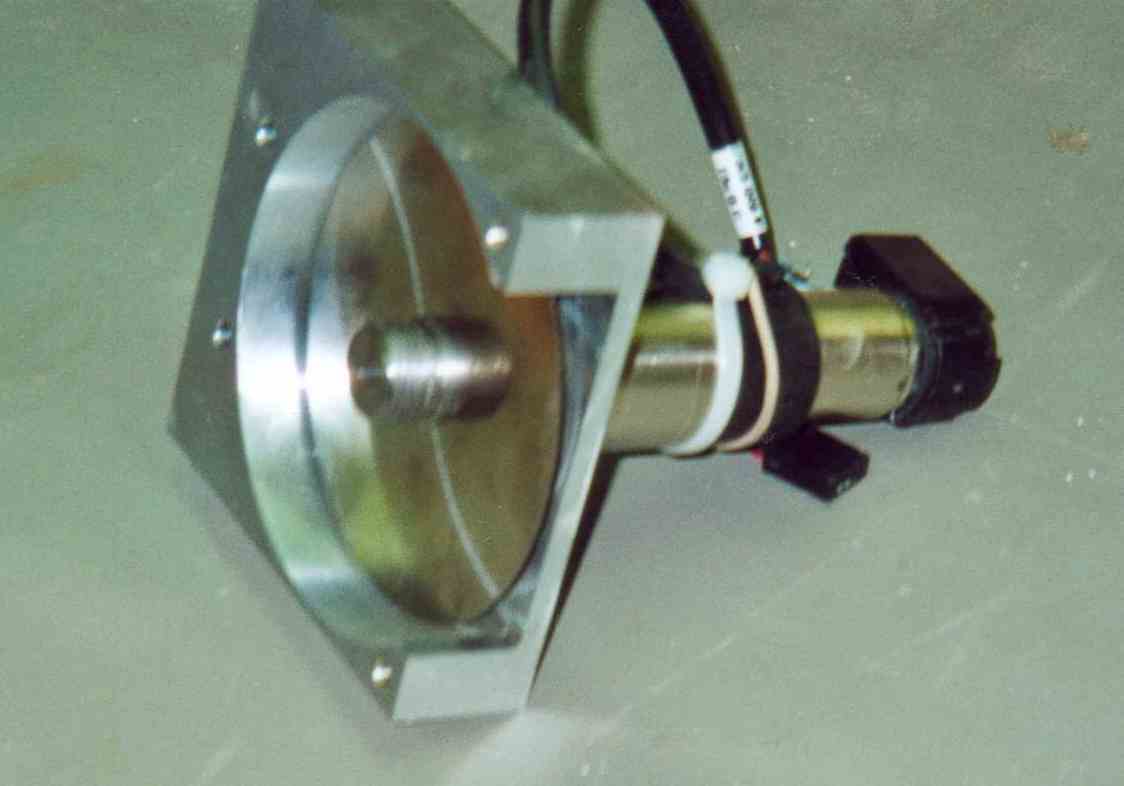
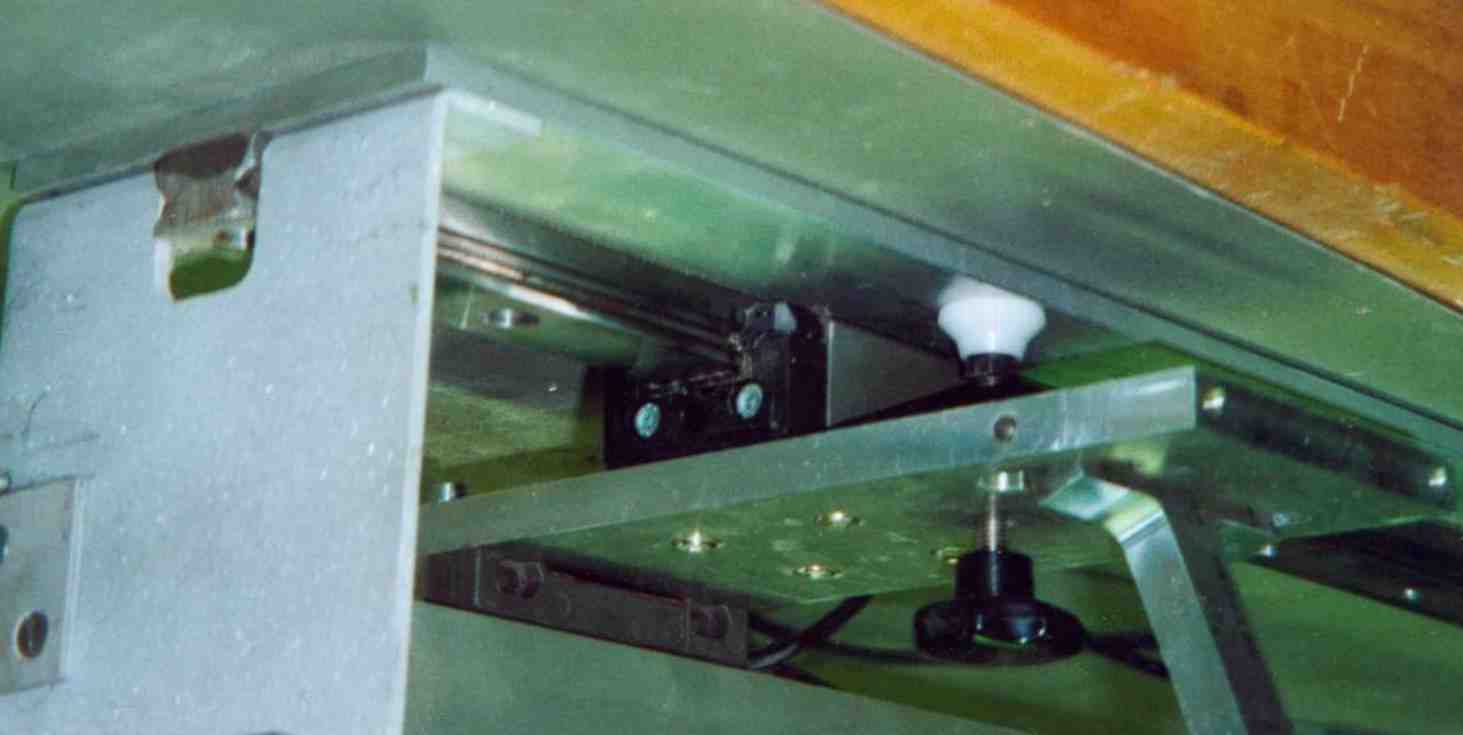
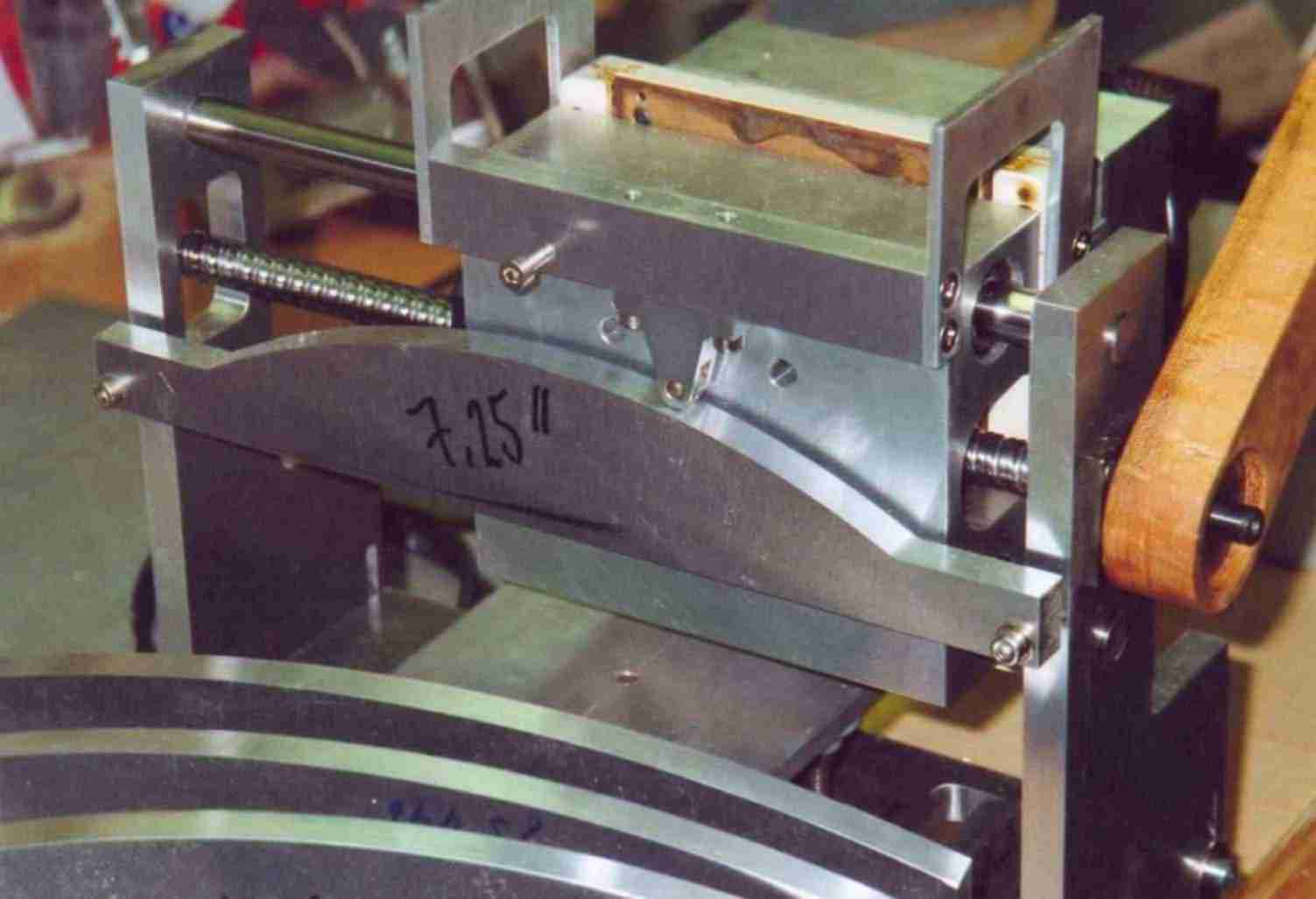
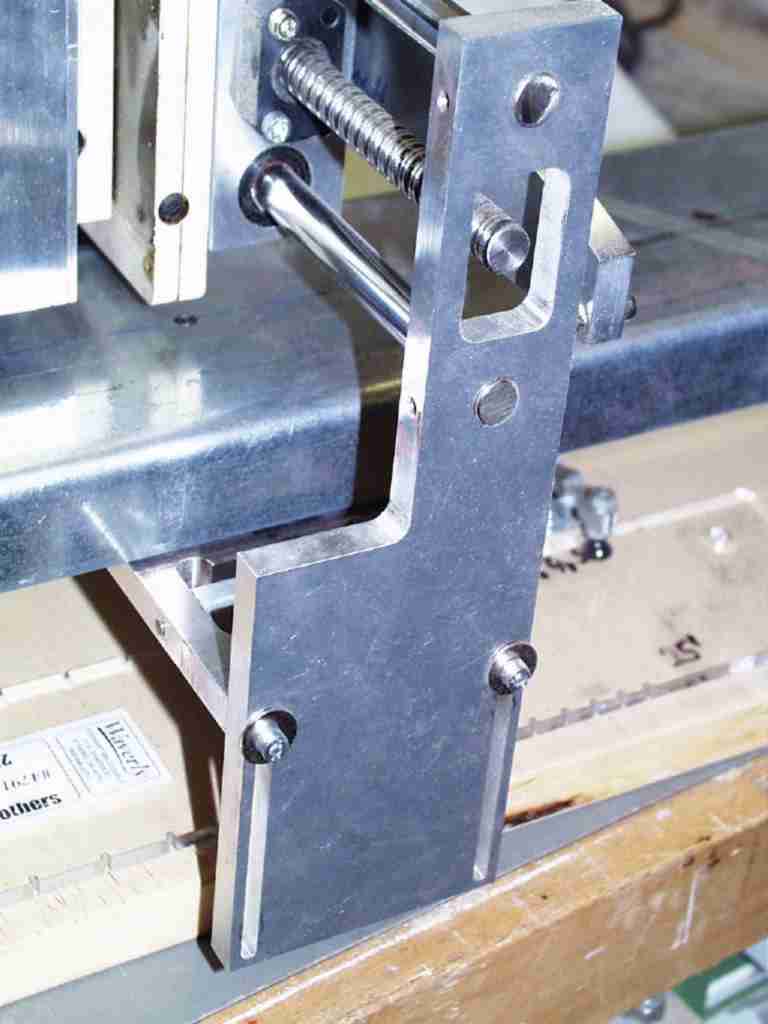
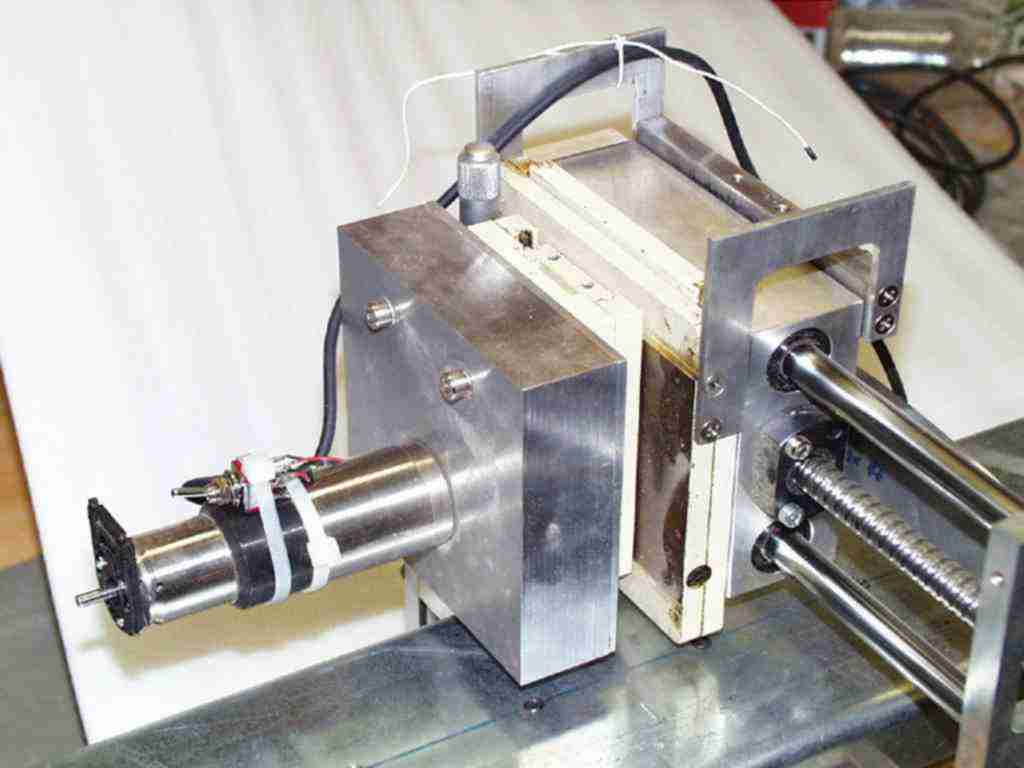
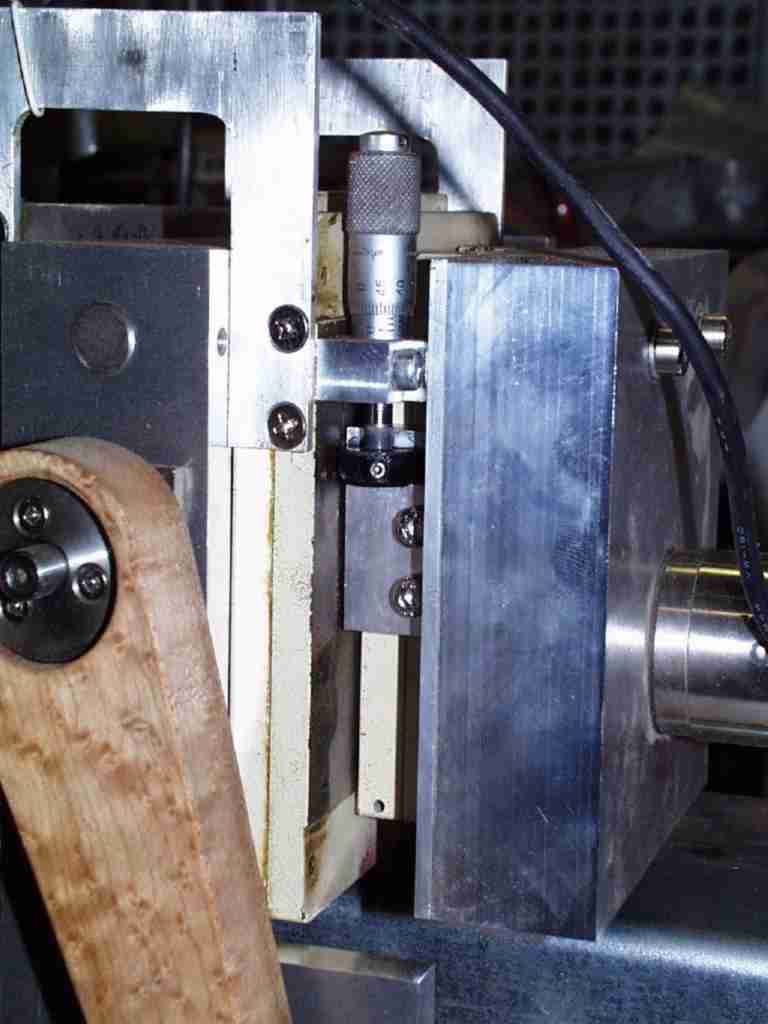
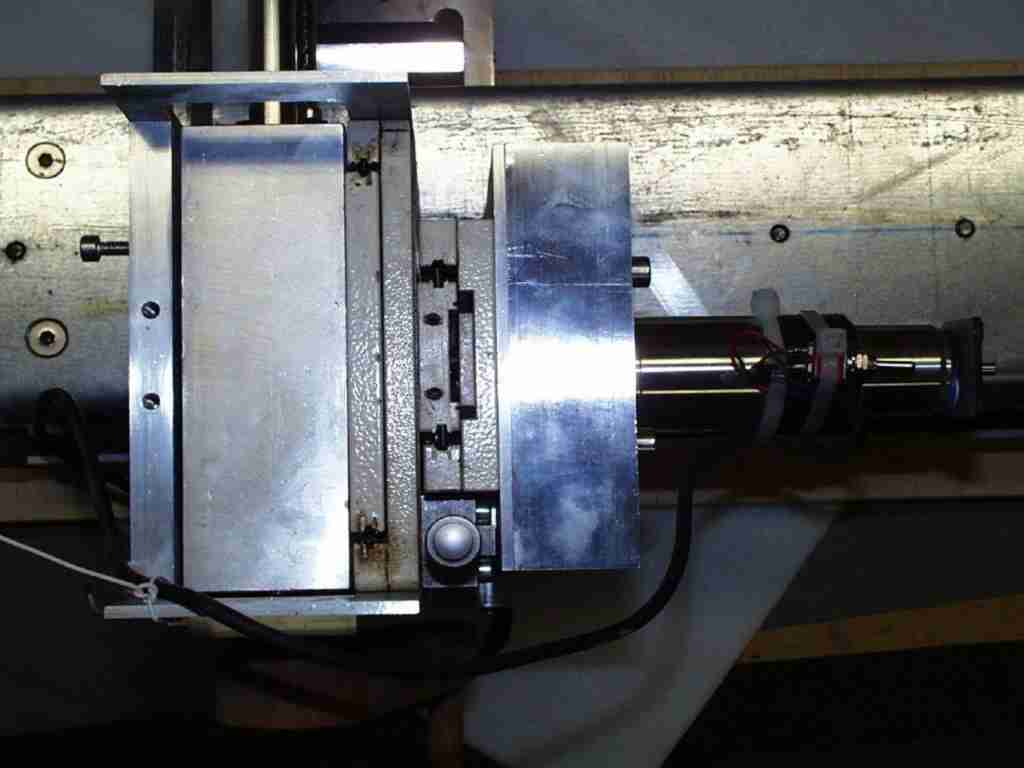
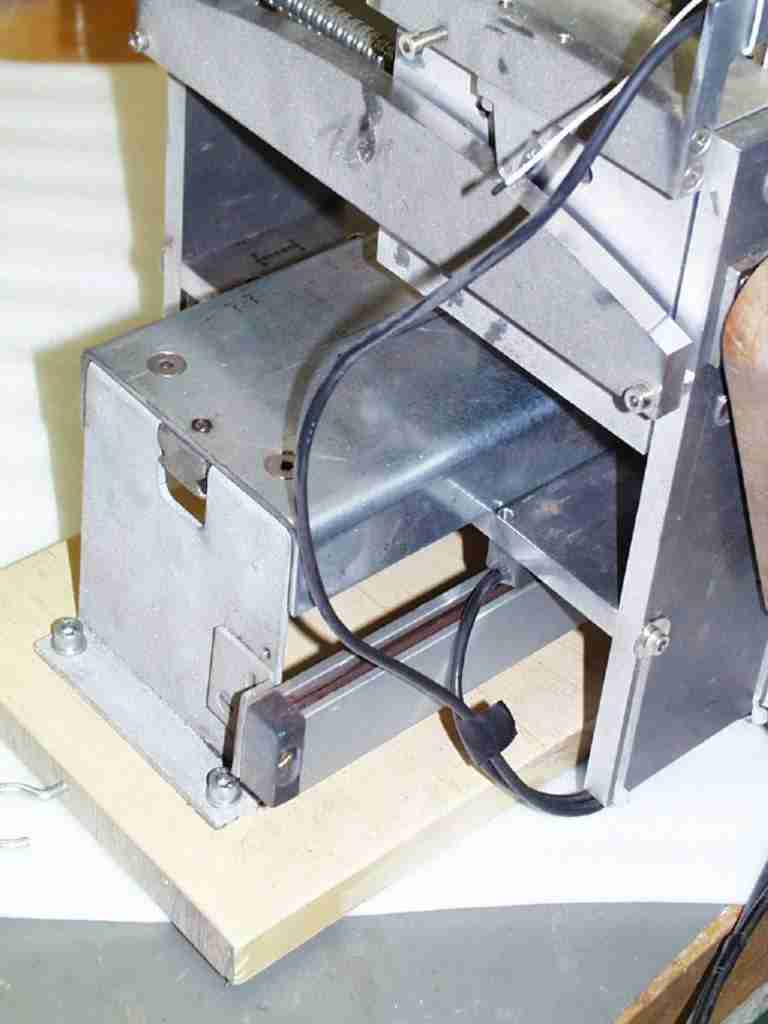
Aufbau II:
Holzgrundplatte, Linearachse auf der Unterseite wie oben beschrieben nur dass ich einige Verbesserungen eingebaut habe:
- Motorisch betrieben
- Schlitztiefeneinstellung über Mikrometerschraube
- Schlitztiefe veränderlich, da Sägeblatt über Kolisse geführt wird
- Sowohl Griffbretter als auch ganze Hälse können eingelebt werden
- Quersupport spindelbetrieben
- Klemmung verbessert
Die Konstruktion hat mich einige Tage gekostet und die Fertigung auf CNC-Maschinen als Einzelanfertigungen sind auch nicht gerade billig. Als ich aber dann das Sägebild sah, die Festigkeit des fertigen Halses spürte, wusste ich, dass sich die Investition gelohnt hatte.
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
- Griffbretter mit doppelseitigem Klebeband befestigen
- Beim Handsägen reisst gerne Holz auf der Stossseite der Säge aus (hinterher erst auf das Endmass hobeln)
- Statt digitalem Massstab geht auch eine umgebaute Schieblehre mit Noniusskala in entsprechender länge (günstiger)

|
Rall Guitars & ToolsHauptstrasse 63 Tel +49 (0) 8803-48856-56 Ladengeschäft:
|
Abonnieren Sie Unseren Newsletter Wenn Sie unseren Newsletter abonnieren, akzeptieren Sie somit unsere Datenschutzbestimmungen und Allgemeinen Geschäftsbedingungen. |